Stuart No 1
The Lower Cylinder Cover
The bottom cylinder end cover had to be perpendicular to the bore of the cylinder and the hole in the middle needed to be concentric with the bore and parallel with the bore.
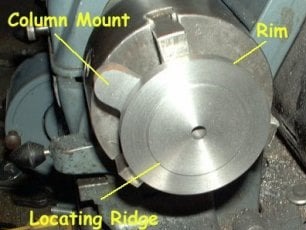
Checking this particular casting showed it to be very accurate and so it was possible to use the 3 Jaw chuck throughout. The casing included a useful spigot to aid work holding.