Stuart No 1
The Cylinder
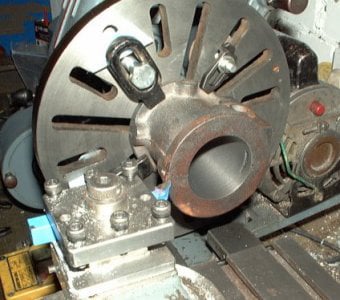
The cylinder is a simple but important component. It is critical that the bore is parallel and round. It is also important to keep one cylinder face perpendicular to the bore so that the piston rod does not bind.
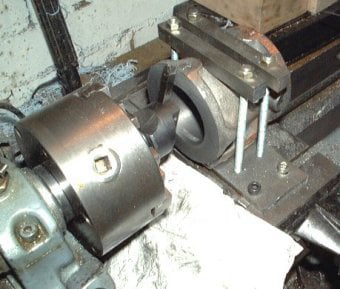
A boring bar between centres was used to cut the cylinder bore to guarantee it as parallel and circular.