Stuart Victoria
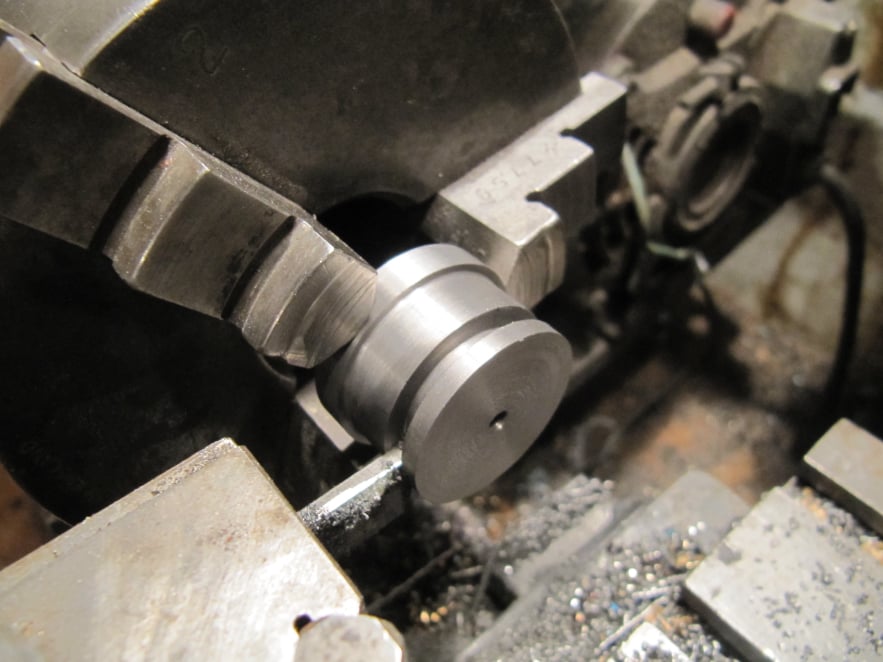
The Piston and Piston Rod
Like any crank web, the cast crank part was designed to hold two shafts at a given offset.
However the two holes would need to be parallel in all planes for it to work without imparting a twisting action into the system; and the holes should be the correct distance apart to match the piston stroke.