
Stuart Victoria
Final Assembly and Test
There were a few alignment issues found during the build which are detailed here so that other builders can try and minimise problems.
There were a few alignment issues found during the build which are detailed here so that other builders can try and minimise problems.
To get the cylinder a parallel to the box bed sides as possible it was mounted with the piston rod pulled out and with the connecting rod fitted so that it was possible to view any misalignment.
Once positioned as centrally as possible the mountings for the cylinder brackets were drilled and tapped.
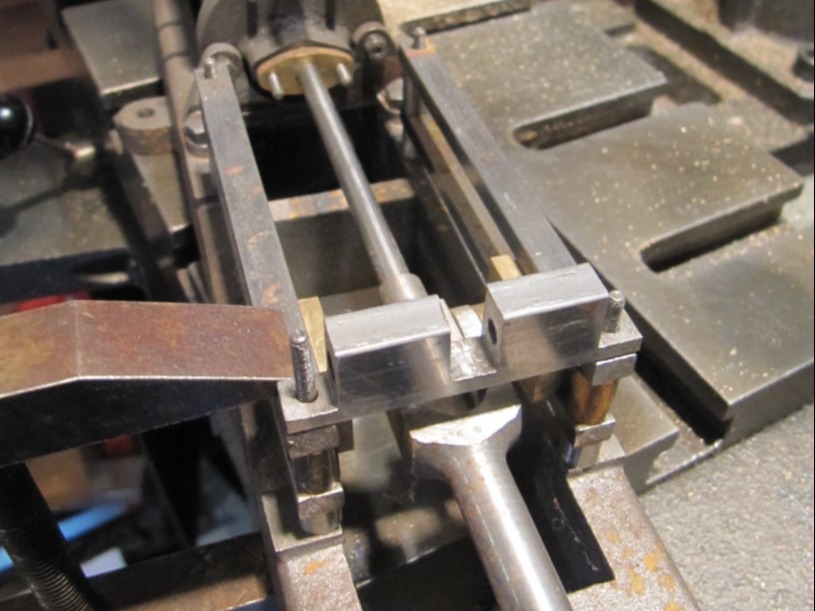
The cross head and guide rail assemblies had various tight spots when first assembled.
This was likely due to the cylinder not being perfectly flat and aligned with the box bed.
To reduce error in the assembly the cylinder was bolted into place and the cross head positioned with the guide rails.
Then the holes were drilled for the guide rail mountings.
Note that the completed pivot block part was also included, as this set the spacing between the rails.

The main bearing on the box bed was positioned (angularly) so that the crank was as free running as possible.
The position of the bearing was also set so along the engine base, so that the piston stroke was centred about the crank throw. This would ensure that the piston would not hit the front or rear cylinder covers throughout crank rotation.
The box bed was then drilled and tapped to hold the bearing in this position.
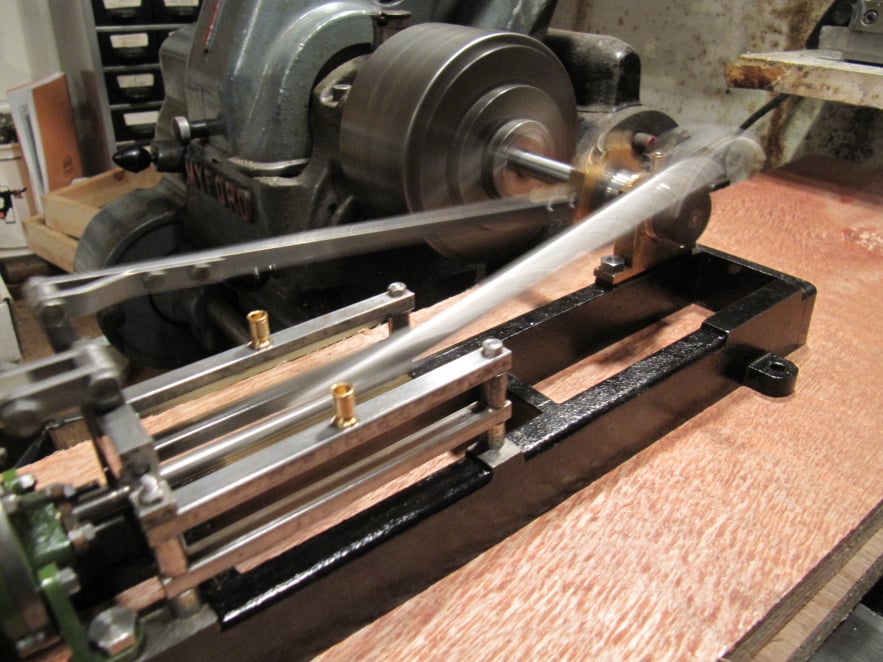
It should now be possible to rotate the engine by hand to check for any tight spots.
Then the lathe was used to run the engine in, with lots of oil on the crank journals and in the cylinder; and with the lathe running nice and slow.
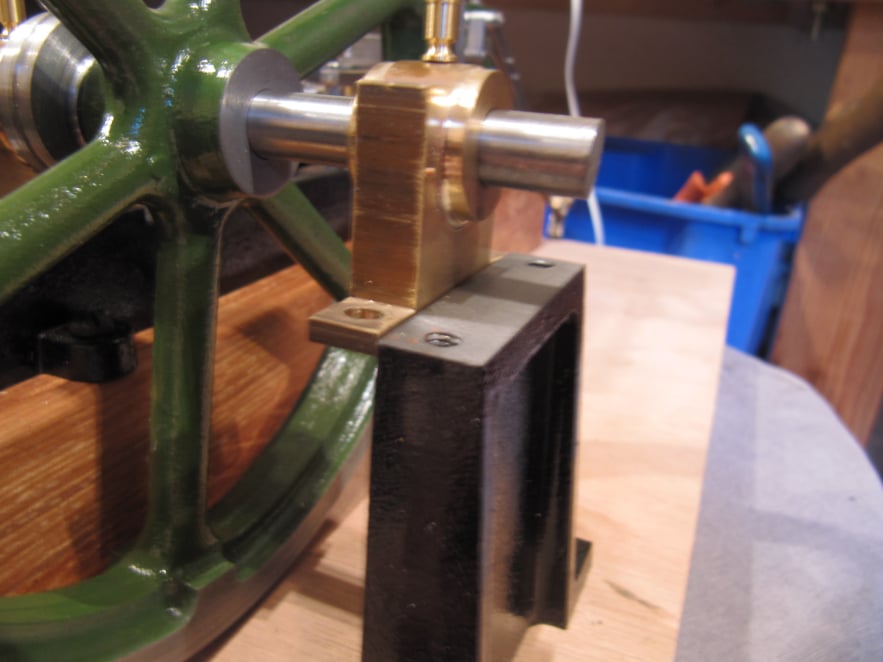
As mentioned in the box bed page. The external pedestal was machined in-situ using a sharp cutter and a shallow cut, to get it to the same height as the bearing mounting on the boxbed.
This was done with the engine screwed down on its final wooden plinth which, in turn, had been skimmed level using a fly cutter.
A video of the engine running on compressed air

Free AI Website Builder