Stuart Victoria
The Main Bearings
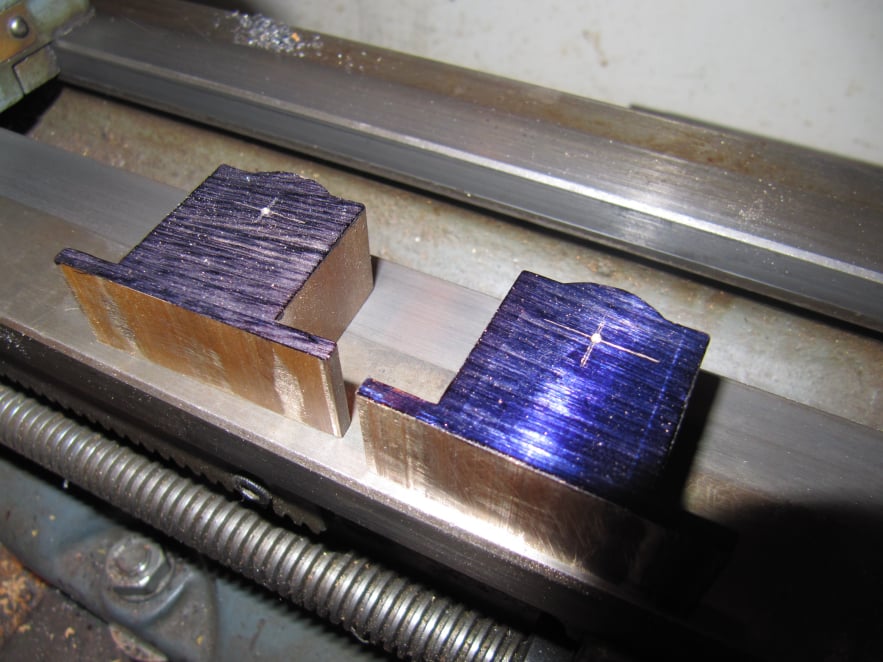
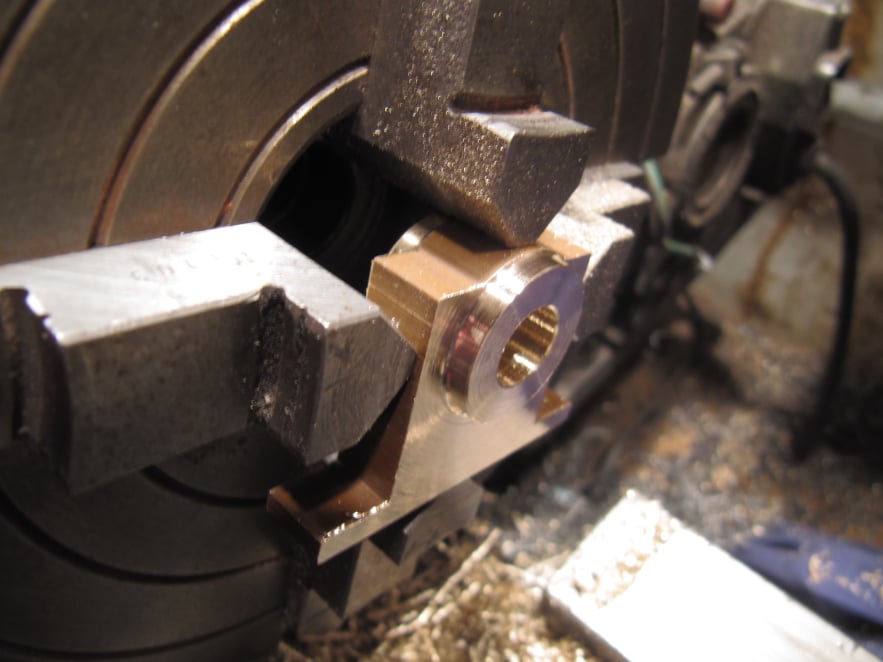
The main engine bearings were machined as a pair to get them as similar as possible.
Care was needed to ensure the hole was square to the base of the bearing otherwise a tilted main axle would cause binding at the cross head.
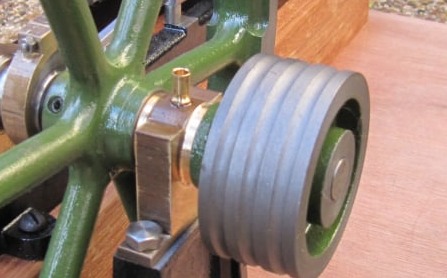
Any difference between the bearing heights was compensated for during final assembly.