Turning Eccentrics
This page gives two processes for eccentric turning.
The first is more traditional, using the 4-jaw chuck to hold the workpiece off centre to the lathe axis.
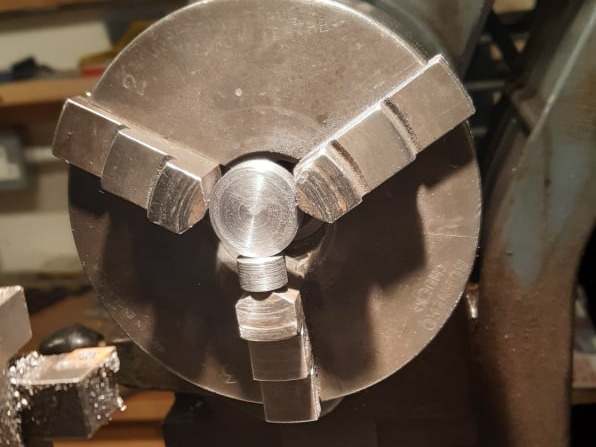
The second uses the 3-jaw with some packing.
I both cases, a piece of 21mm diameter bar was machined to have a 4mm hole 5mm from the centre-line. This would produce a disc with a 10mm throw.