Lathe Techniques
The page documents some processes to follow to create simple but accurate features and components.
There are 3 basic operations which cover many of the tasks done on the lathe.
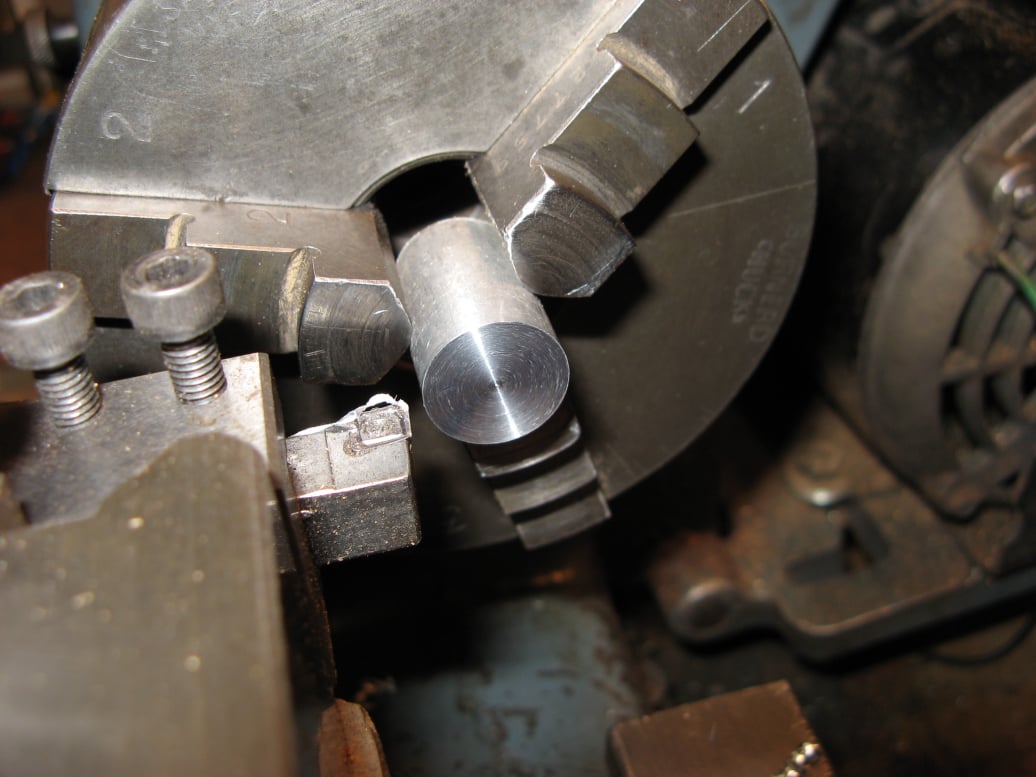
Turning a bar to length
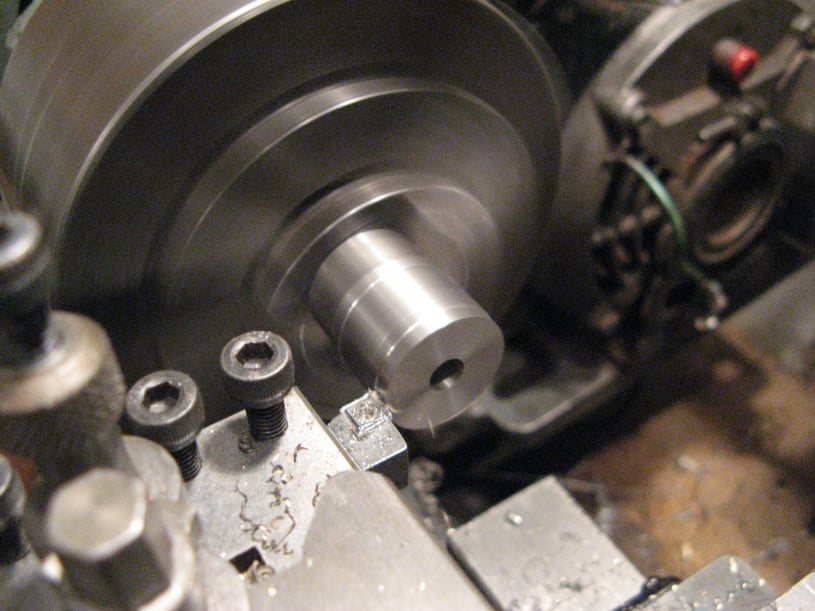
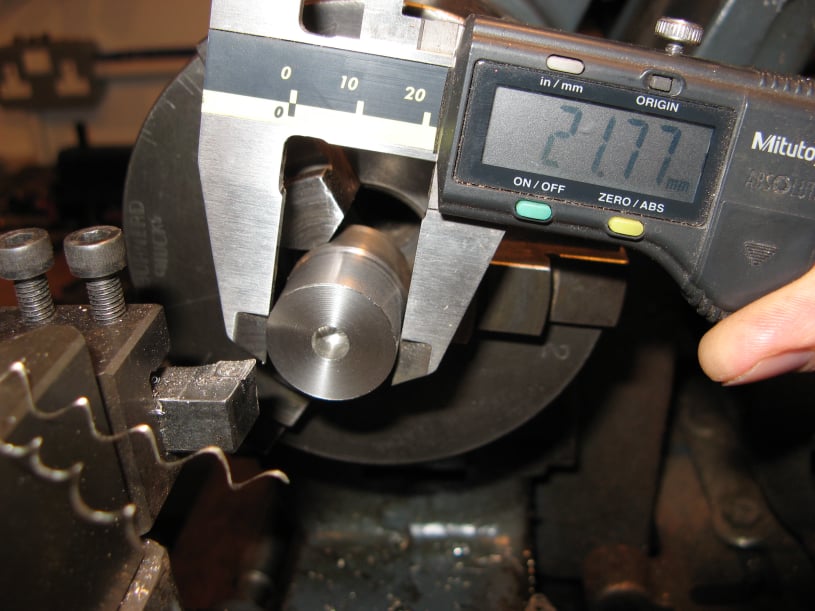
Turning to a required diameter
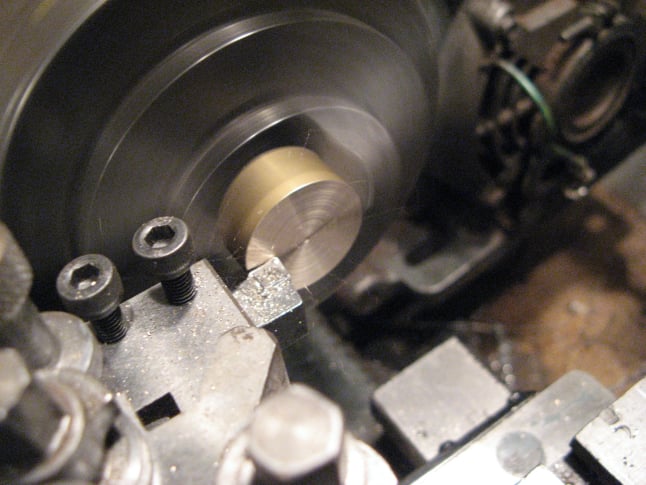
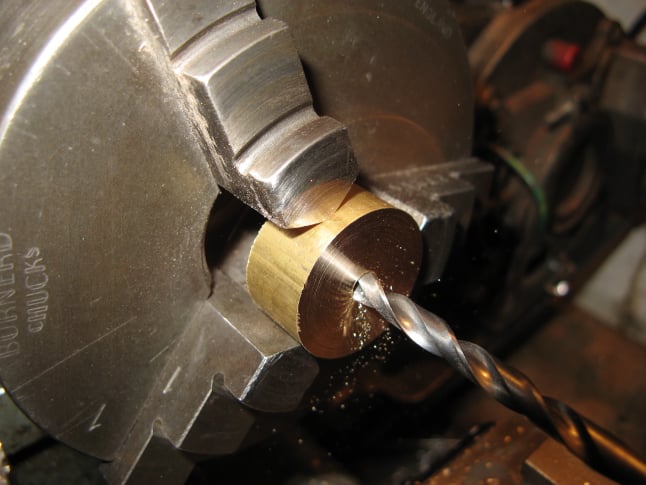
Drilling a hole using the tailstock