Stuart No 1
Steam chest and Cover
The steam chest was machined in the lathe using the 4 jaw chuck.
The steam chest was machined in the lathe using the 4 jaw chuck.

The steam chest casting was cleaned up with a file and then mounted in the 4 jaw chuck with one of the large sides facing out. This face was skimmed and then the casting was reversed and the opposite side was slimmed bringing the part down to final thickness.

The other faces were machined using a similar set up as shown above.
A extra 0.5mm of material was left on the two longer sides, to make the cylinder lagging fit flush.
The last face to be machined was the face which had extra material to support the valve rod. This face was centred about a measured centre point and the faced flat. In the same setting the hole was centre drilled, drilled and reamed to size.
The less critical steam inlet hole was cut on the drill press.

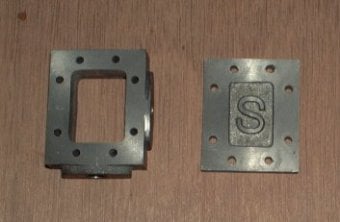
The steam chest cover required more 4 jaw work. The front and rear faces were skimmed flat using packing where necessary to finish at the correct thickness.

The edges of the cover were cut using the vertical slide on the lathe.
Finally the holes were marked out in an even spacing on the back of the cover and then drilled through. The cover was then used as a template to drill the steam chest, which in turn was used as a template to drill the cylinder casting.

Drag & Drop Website Builder