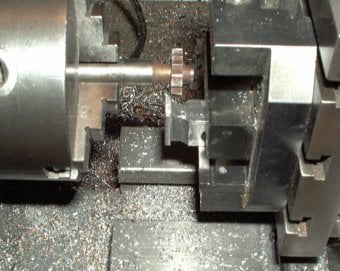
Before drilling and the hole for the cross-head bolt, the part was placed in the assembled engine and checked for size.
First the piston was pushed to the very top and the crank lifted to TDC. The cross-head was then marked though the connecting rod bolt hole. Next the piston was pushed to the very bottom of its stroke and the crank rotated to BDC and the hole position marked again.
The actual hole was then drilled mid way between these locations to ensure that the piston would be centred about the crank stroke.
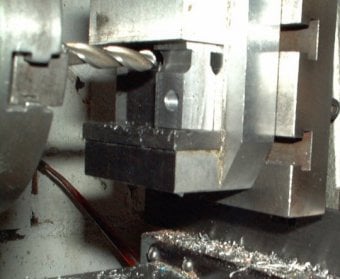
If the crank throw is greater than the piston stroke then this will not be possible and the piston travelled must be increase (by shortening the piston). The cross-head hole was drilled in the 4-jaw chuck to ensure it was square to the sides of the part.