
Stuart No 1
Engine Standard
The critical points on the standard are that the top and bottom surfaces should be parallel to each other. The front face should then be perpendicular to the top and bottom faces.
The critical points on the standard are that the top and bottom surfaces should be parallel to each other. The front face should then be perpendicular to the top and bottom faces.

For the first cut the standard was bolted to the cross slide for the fly cutting of the base. The set-up was important here to ensure that the final component would stand squarely on the sole plate.

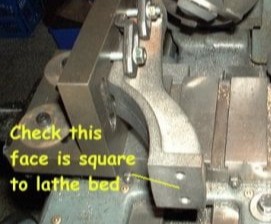
Next the front face was machined. The base was bolted to an angle plate on the cross slide and the whole thing squared up to the face plate .
For extra support the vertical slide with a vice mounted on it was used to support the back web of the casting.
In this set-up the front face was fly cut.

To cut the slot in the front face the angle plate clamps were removed and the component moved vertically (using the vertical slide) until the centre line was in line with the centre height of the lathe. Then the Angle plate clamps were replaced and the cut taken using the cross slide.
The drilling of the standard was done with careful marking and using the drill press.
To machine the top face and the standard to final length it was bolted to an angle plate bolted to the cross slide and squared up.
Before machining the lower face was checked to be vertically using a square to the lathe bed.
Then the top face was fly cut.

AI Website Generator