The MK1 Steam Engine
Piston
The piston is made from brass and the design includes the connecting rod and big-end bearing assembly for greater simplicity.
The piston is made from brass and the design includes the connecting rod and big-end bearing assembly for greater simplicity.
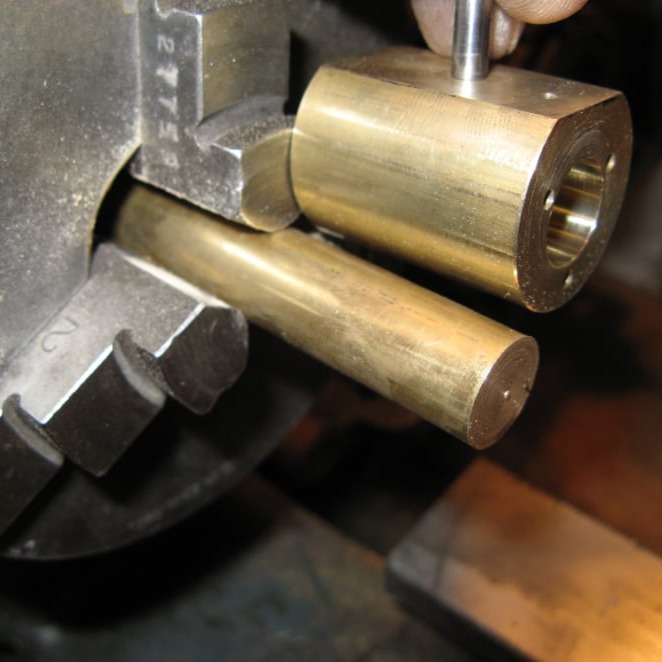
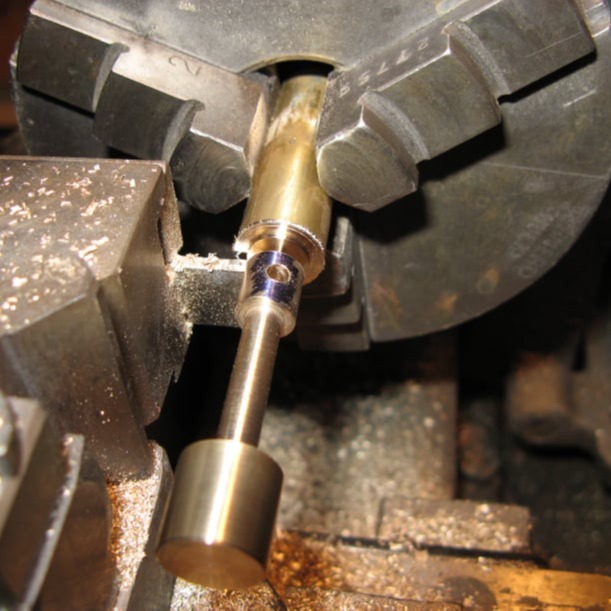
A piece of brass bar slightly larger than the required piston diameter should be placed in the chuck and it left sticking out the equivalent of the cylinder length (see photo).
This is so you can test fit the cylinder along its whole length while the piston is being machined.
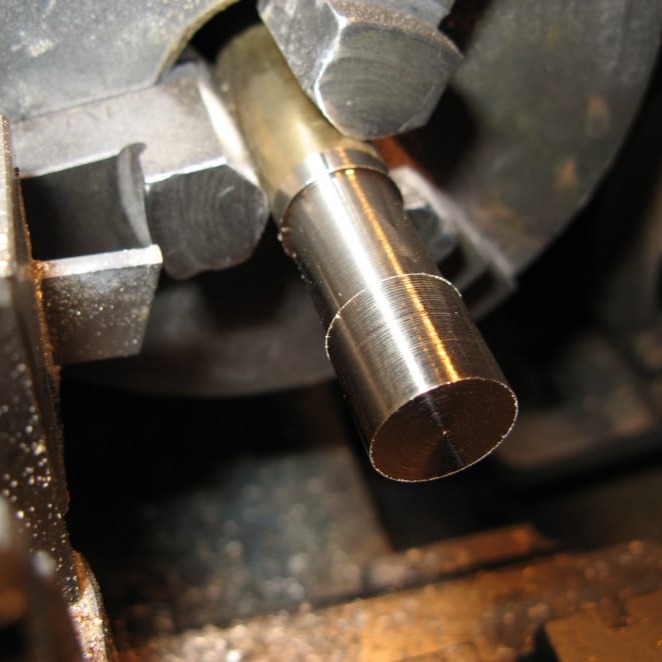
The parting off tool can then be used to reduce a section of the bar below the piston. Don't go thinner than needed here, as you don't want the part to flex.
Then the piston is then turned slightly oversized or until it is a very tight fit in the bore.
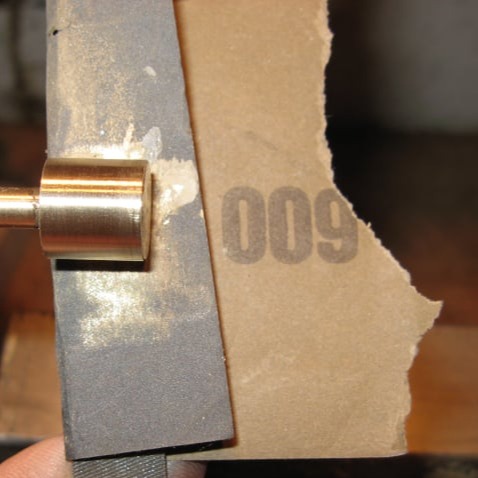
To smooth out the machining marks on the piston, some very fine (2500 grit) paper can be used, supported on a flat edge.
Care is needed here to ensure that the piston remains parallel. Fine sanding strokes should be used until the piston is a snug fit in the cylinder. Then it can be deburred gently to finish.

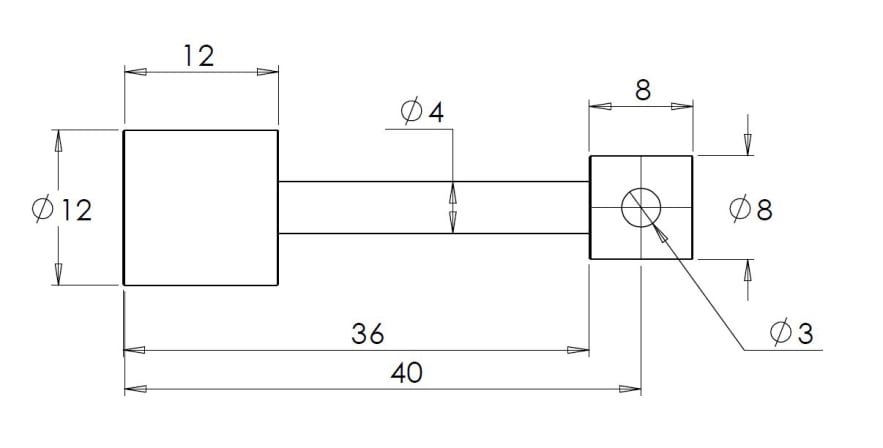
After the piston working area is finished the rod can be pulled forward in the chuck to allow the piston rod and 'big-end' bearing to be turned. The material below the piston is first reduced to a diameter of 8mm (for the big end).

Then the connecting rod section can be further reduced. The drawing specifies 4mm here, but if you are nervous it can be larger. 5mm or even 6mm will be fine.

Before the finished part is parted from the bar stock, it is worth cross-drilling the big end. Remove the bar from the chuck and mark out the crank pin hole.

Then cross-drill the hole in the big end. This needs to be perpendicular to the piston axis. A vee-block can be used in the drill press, clamping the part by the unmachined section as shown.
Finally the work should be returned to the chuck and parted from the bar. As usual the tool can be retracted part way through and a file used to chamfer the bottom edge.

No Code Website Builder