Stuart Victoria
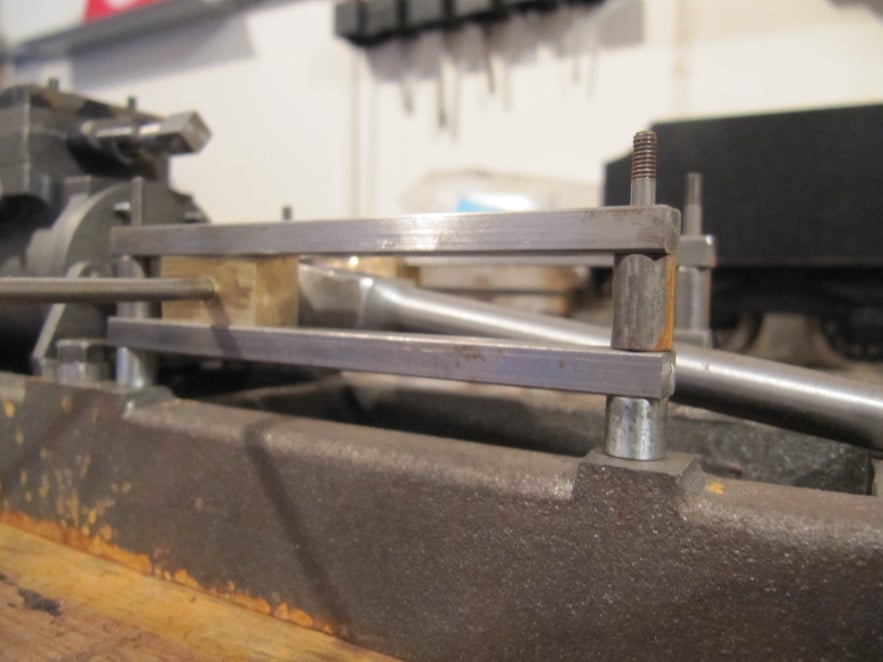
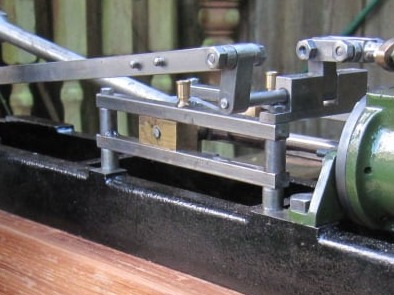
The Cross-Head and Guide Rails
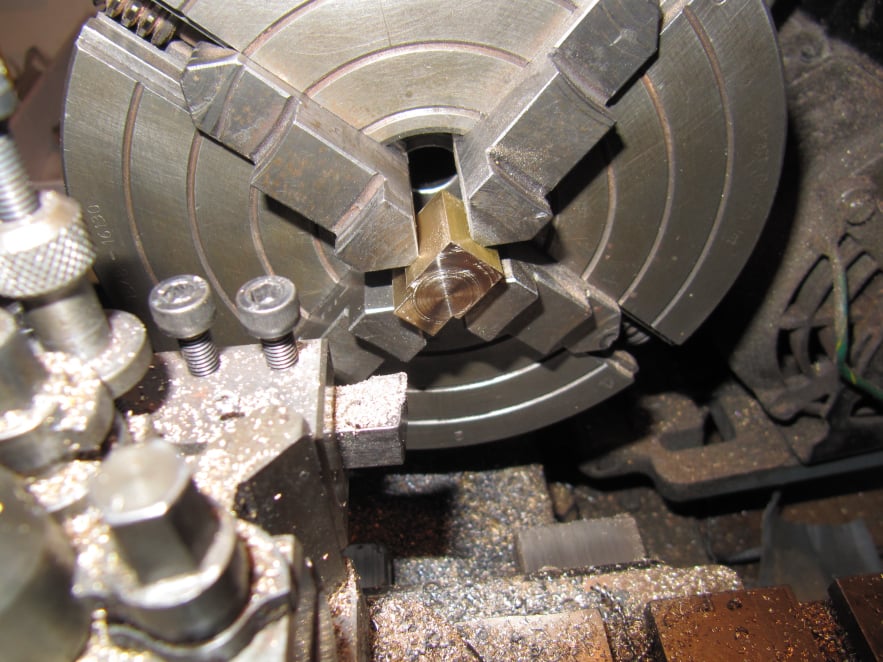
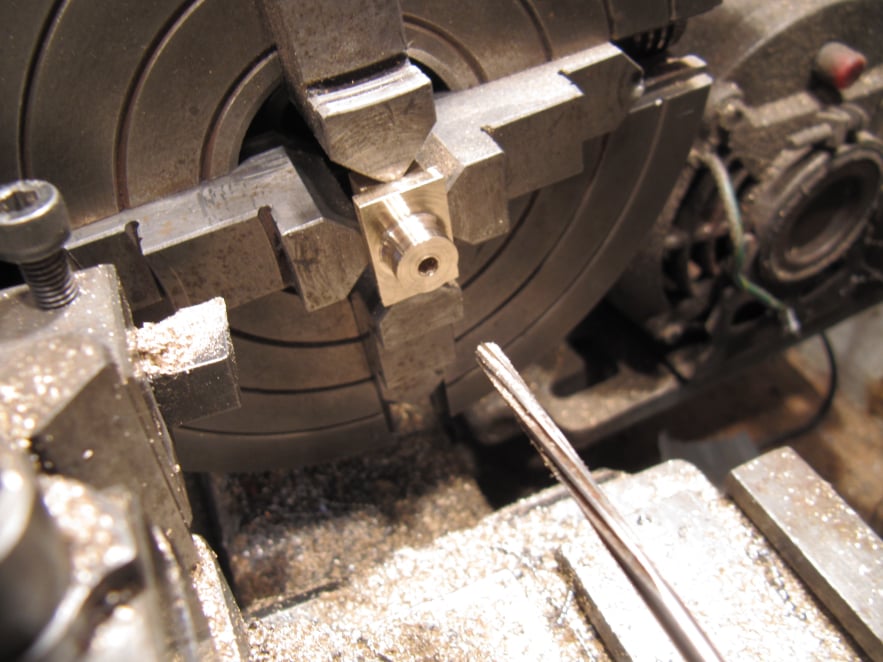
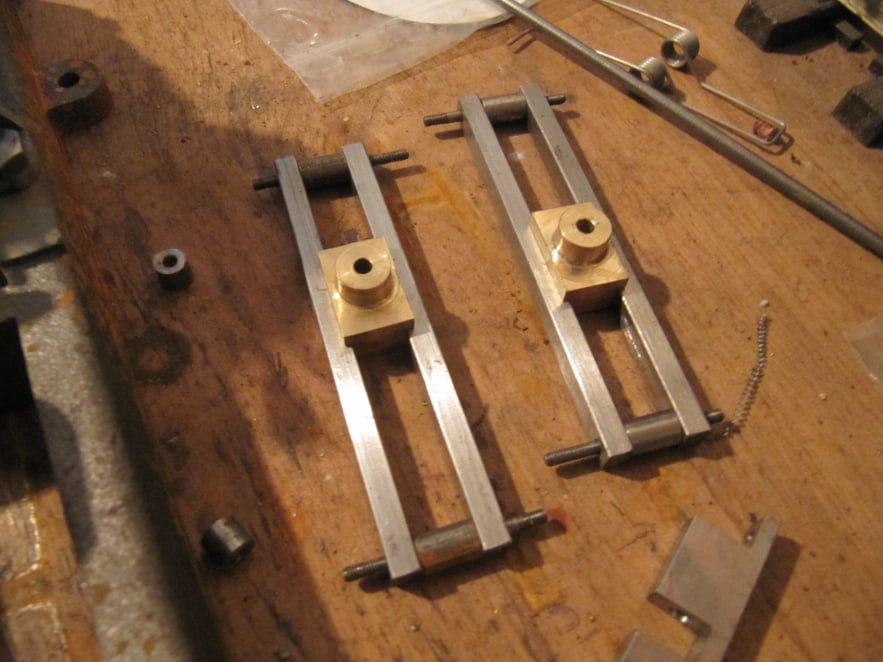
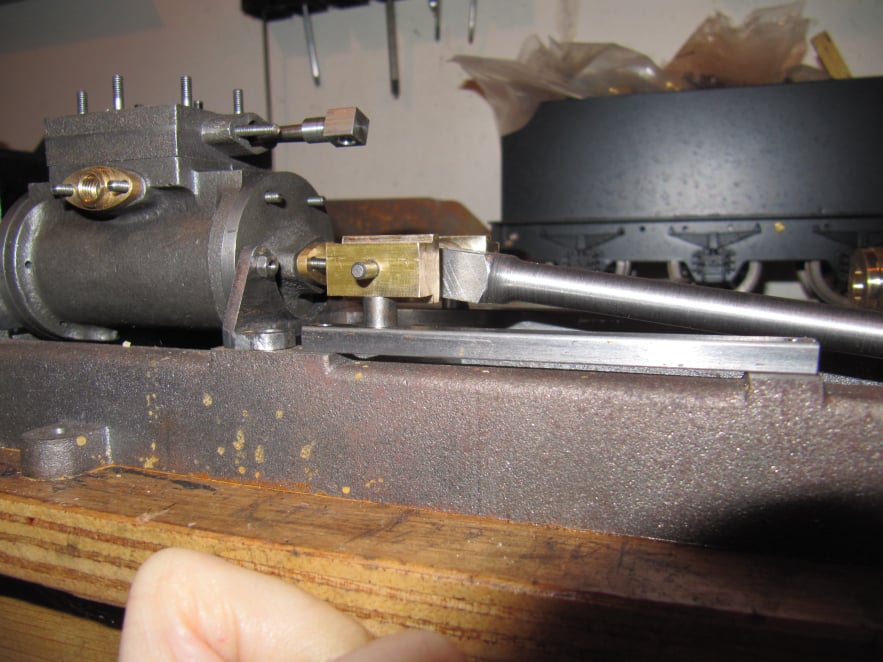
The cross-head parts were machined before manufacturing the guide rails, so that any errors could be compensated for in the guide rail assembly.
The aim being to get a sliding fit with minimum friction.