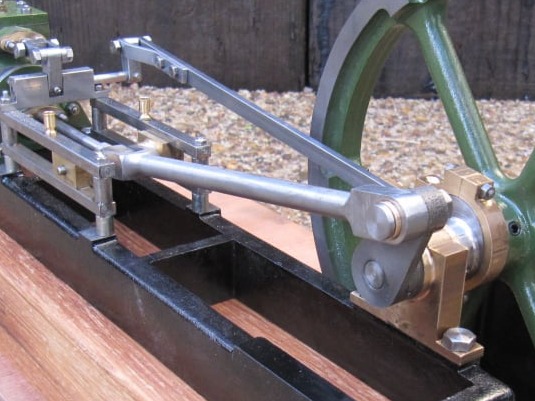
Stuart Victoria
The Connecting Rod
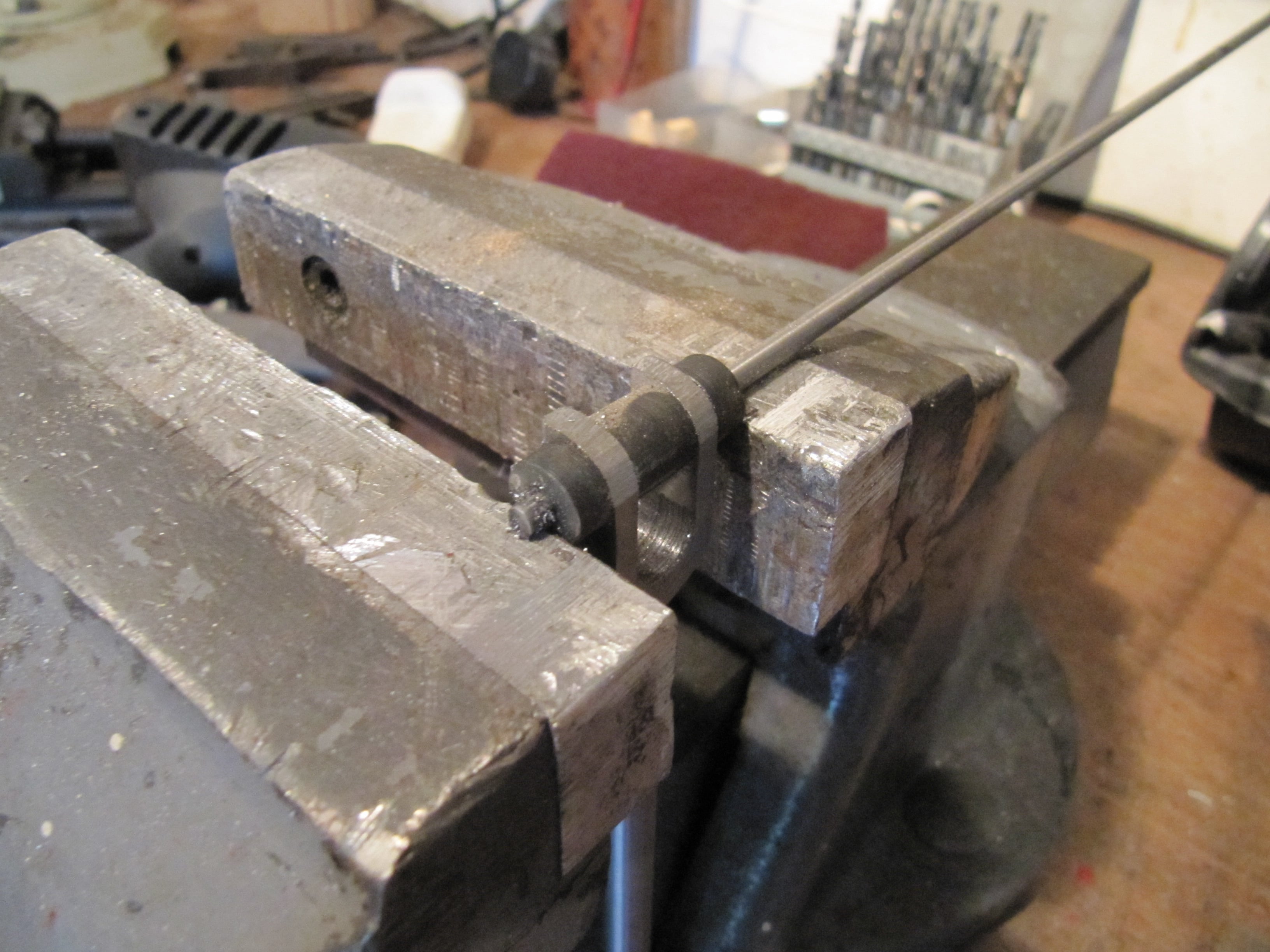
The connecting rod itself only has two critical parts and these are the pivot holes at each end. These features should be parallel in both planes and the correct distance apart for the engine to run smoothly.
However to make the rod look good a significant amount of additional work is needed to turn the square stock into a round rod.