Making Sidecar Attachment Links
Early BMWs were 'sidecar ready.' They had mounting bosses and a significantly strong enough frame to take sidecar loads.
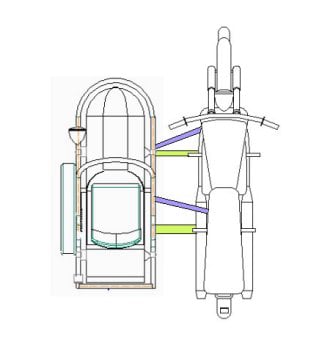
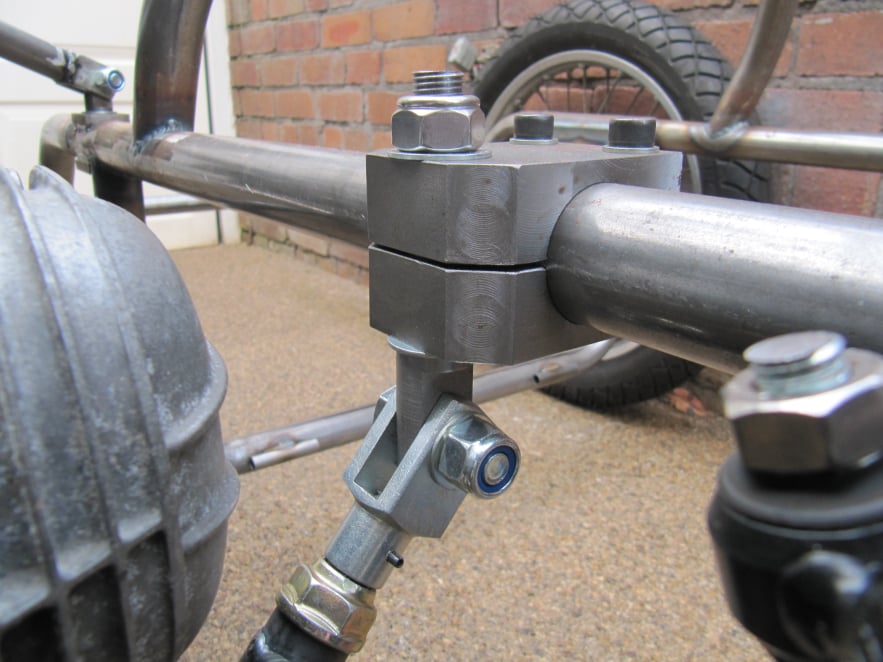
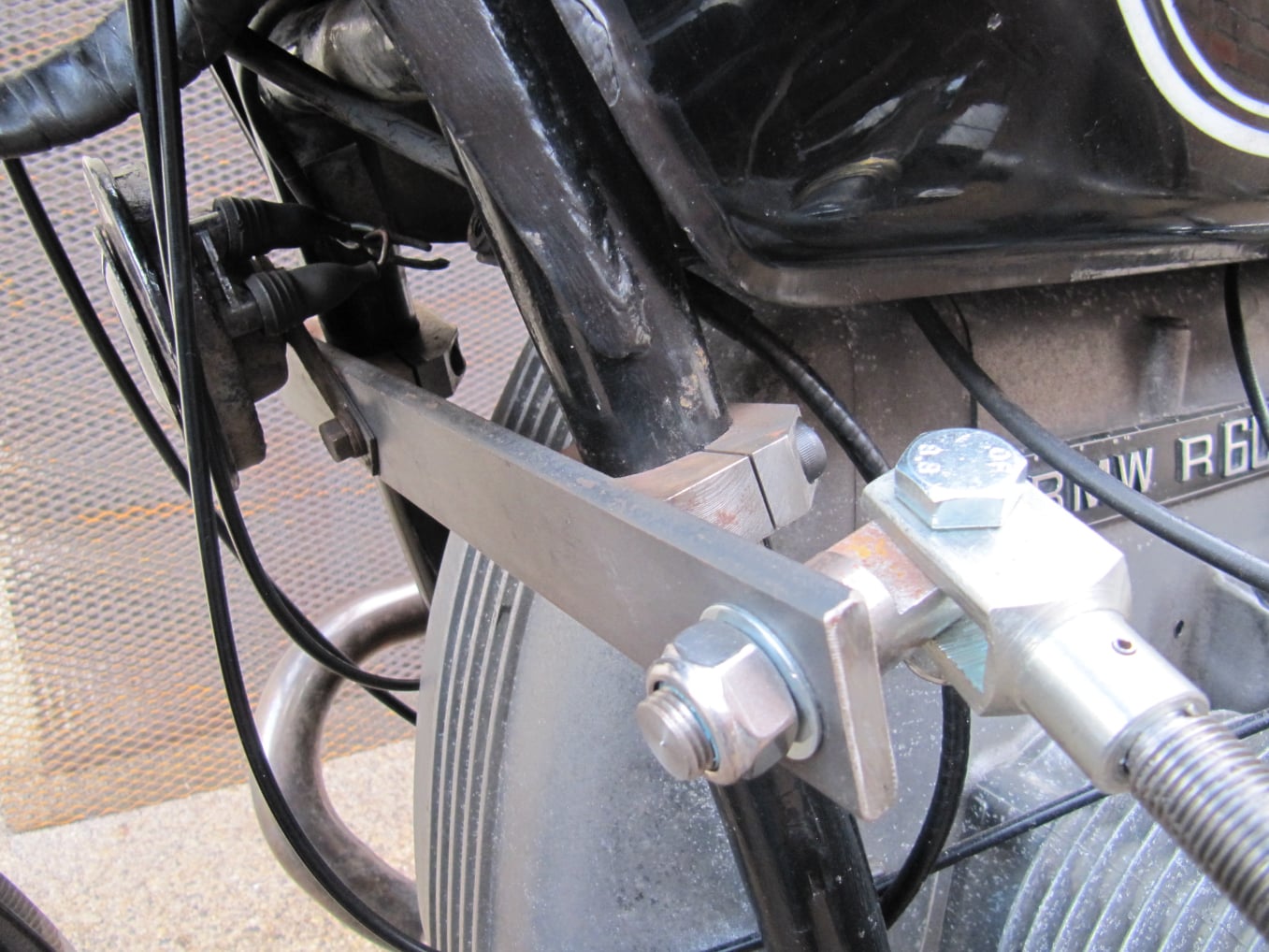
However the later /5, /6, and /7 series bikes had a frame made from lighter tubing and so careful clamp design would be needed to keep the frame from damage.
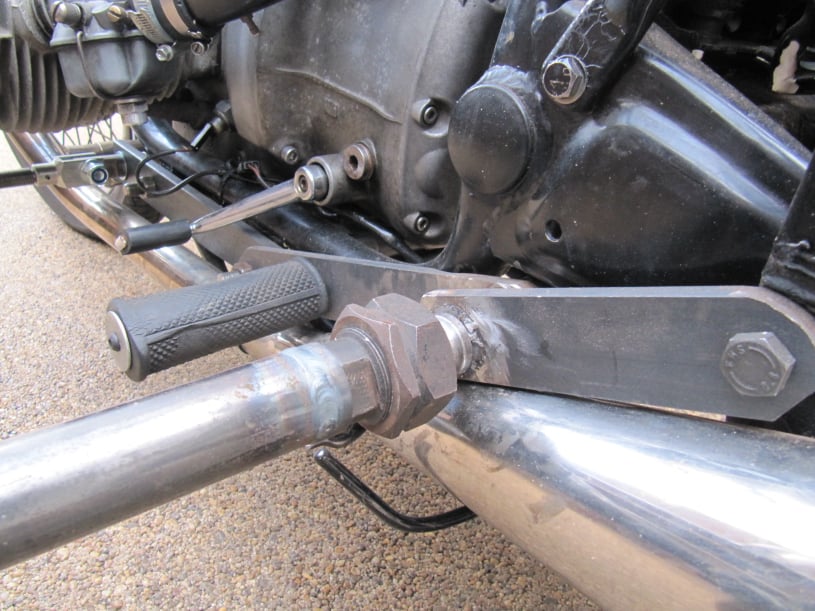
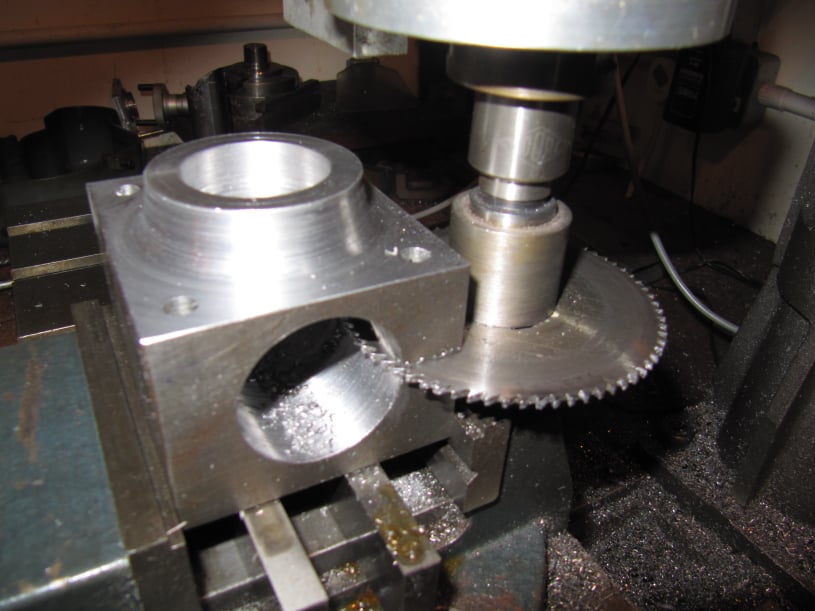
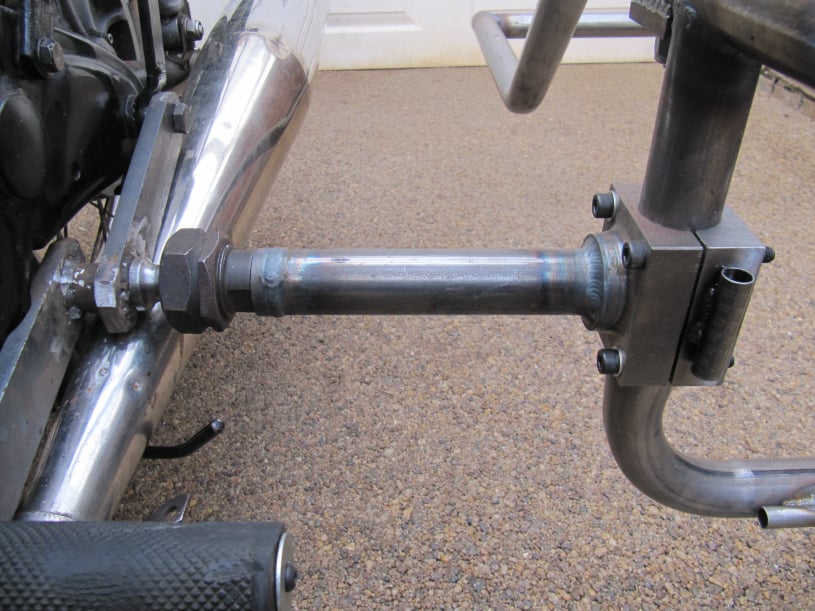
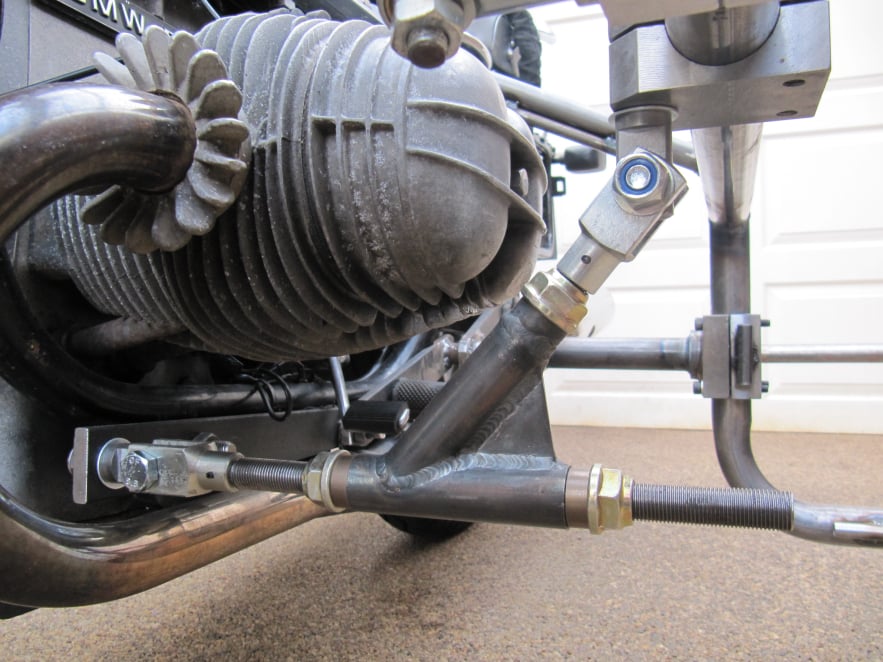
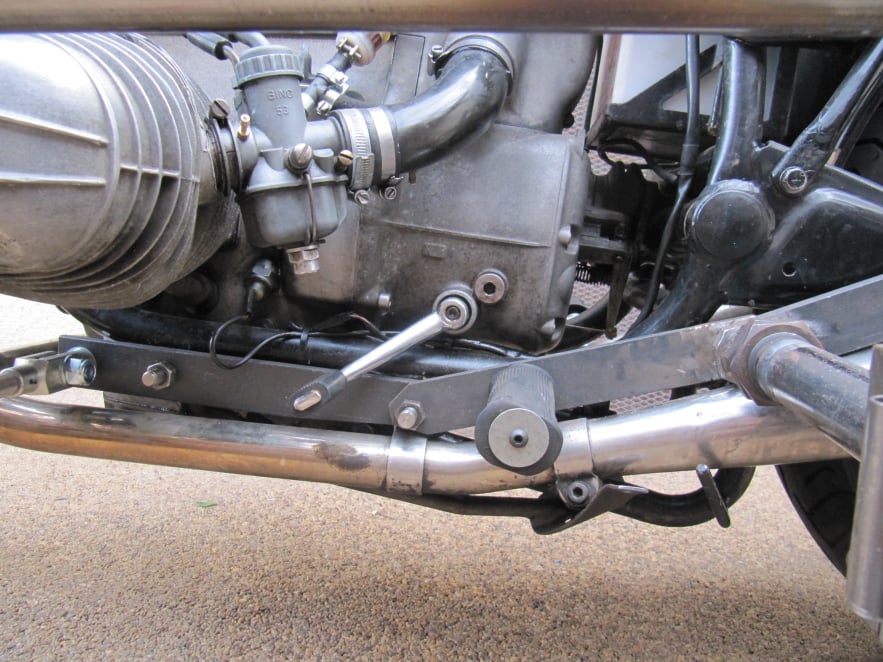
This page details the fittings and frame mounting points used for this project.