Stuart No 1
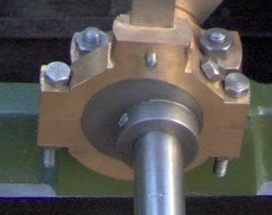
Eccentric and Strap
The eccentric and strap need to be a running fit so were machined as a pair.
The eccentric strap was made first and then the eccentric was made to suit.
The eccentric and strap need to be a running fit so were machined as a pair.
The eccentric strap was made first and then the eccentric was made to suit.
First the 2 halves of the eccentric strap were machined at their joining faces on the mill, to give a roughly circular centre profile.
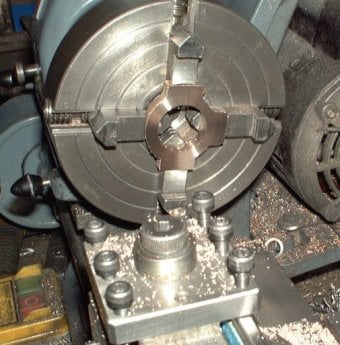
The 2 halves were the super-glued together and the whole assembly was set-up in the 4 jaw chuck to run true, then the face was smoothed and the bore cut to size.
After this, the part was reversed in the chuck and the back face turned to give the final thickness for the part.
Before separating the 2 halves, the holes were drilled through the eccentric strap for the 2 clamping bolts. This was done in the drill press.
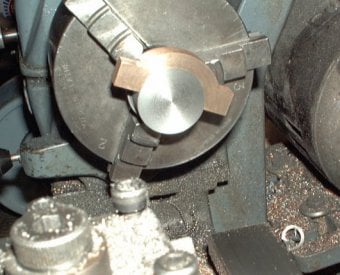
To make the eccentric, it first had its outer diameter turned to be a running fit in the strap.
To simplify the machining, the groove was not cut in the strap as indicated by the plans, but in the eccentric instead. A grub screw would be used in the bottom of the strap to keep it in place on the eccentric.
Before removing the part from the chuck a centre point was marked from which the offset could be measured.
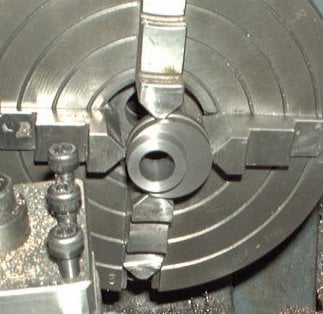
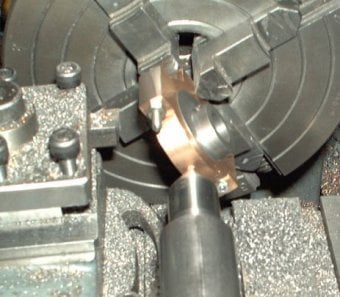
To turn the axle hole and boss the 4 jaw chuck was used. The part was set up with the marked off-set running true to the lathe axis.
In this setting the hole was bored to size and then the outer diameter was turned until the cut wasn't intermittent, to create the boss.
To finish the strap it was mounted in the 4-jaw chuck and supported by the tailstock to machine the shoulders to final shape.
After this, the 2 angled sides at the top were filed smooth and the lower half was drilled to take the locating grub screw.

Free AI Website Maker