Stuart No 1
Crankshaft
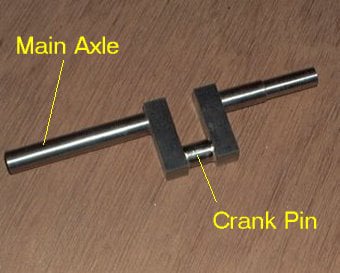
The critical objective with any crankshaft is to ensure that the crank pin and the main axle are parallel in all planes. If this is not the case there are awkward twisting actions applied to the connecting rod causing tight spots and binding. The other dimension to get right is the linear distance between the crank pin and the axle as this defines the stroke of the engine.