
Stuart No 1
Main Bearings
The main bearings must be in-line and parallel to allow the crank to run smoothly. This was achieved by doing the final boring the bearings in situ on the sole-plate.
The main bearings must be in-line and parallel to allow the crank to run smoothly. This was achieved by doing the final boring the bearings in situ on the sole-plate.
First the 2 bearing tops were placed in the 4 jaw (one at a time) and the lower face was turned to give the final thickness of the bearing mountings.

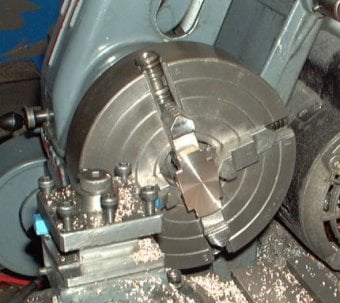
The 2 upper bearing halves were stuck together using double-sided tape and they were set to run centrally in the 4 jaw chuck as shown below. In this setting the round profile of the bearing was turned to size and the shoulder of the bearing clamp was also faced square. Next the assembly was placed in the 3-jaw chuck clamped by the round profile just turned. The second shoulder was now turned to size and the other side of the bearing clamp faced square as before.

The bronze blanks for the lower half of the bearings were turned to the correct sized cuboid using the 4 jaw chuck in the lathe.

Next the top and bottom halves were made into pairs and stuck together using double-sided tape. The 4-jaw chuck was used to centre-drill and drill undersize to 3/8" diameter.
In this setting the thickness of the bearing was set. The shoulders on the outside of each one were made to the plans but the inside shoulders were machined to suit the off-set of the sole plate.

Each pair of bearing parts were clamped on the vertical slide as shown above, to drill the holes for the oil cups and the 2 clamping bolt holes.

The vertical slide was then used to mill the channel in the sides and lower face of the bearing using a milling cutter of 15mm diameter.
Equal amounts were taken from each side.
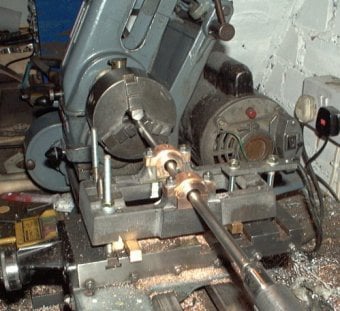
To bore the bearings to the final size and to ensure they were in-line, a small boring bar was used. The sole plate with the bearings screwed in place was packed to the correct height and adjusted square.
The boring bar was used to make the holes parallel and then a reamer was used to smooth the working surfaces to final size.

Once the axle was a snug fit in the bearings, the con rod and axle were put in place and bedded in by hand using Brasso. Once a tight running fit was obtained the con-rod was removed and the lathe power used to bed in the axle to a smooth free-running fit.

Offline Website Builder