Stuart No 1
Piston and Piston Rod
The piston is a critical component. The diameter needs to be a close fit in the cylinder and the piston rod needs to be both parallel and concentric with the piston in order for the engine to run with minimum friction.
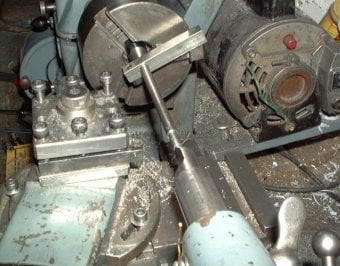
The piston and piston rod were screwed together and machined between centres as a unit to guarantee concentricity.