Steam Launch - Boiler Build
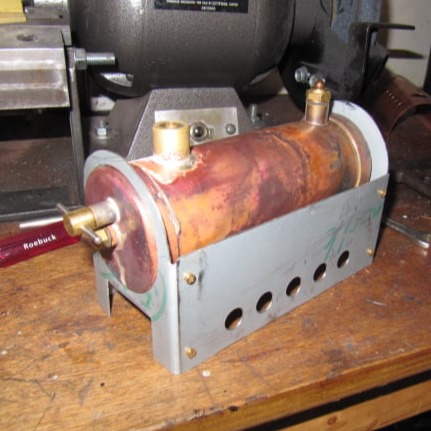
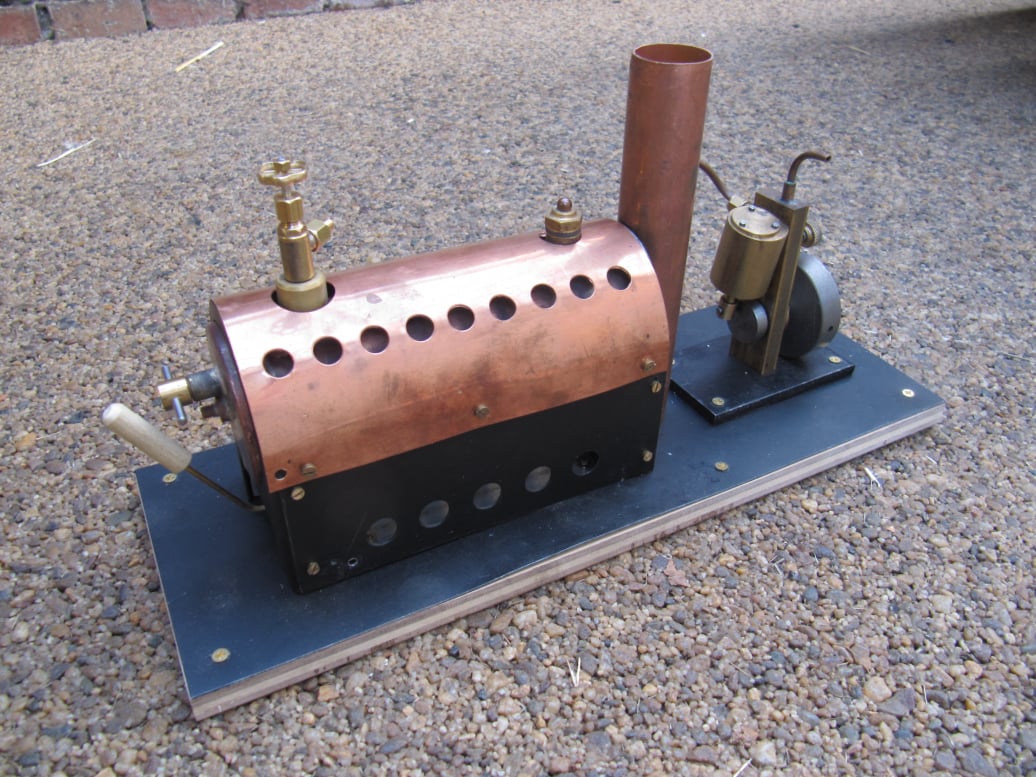
The pressure vessel for the steam plant was designed to operated at 30psi and provide the oscillating steam engine project with enough steam for 15 to 20 minutes of run time.
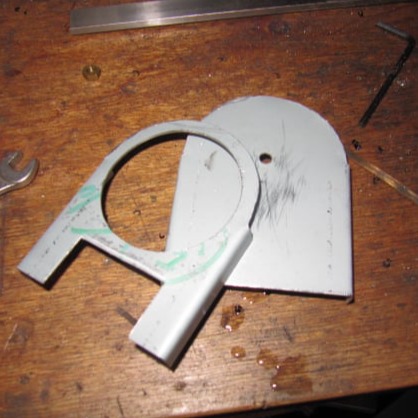
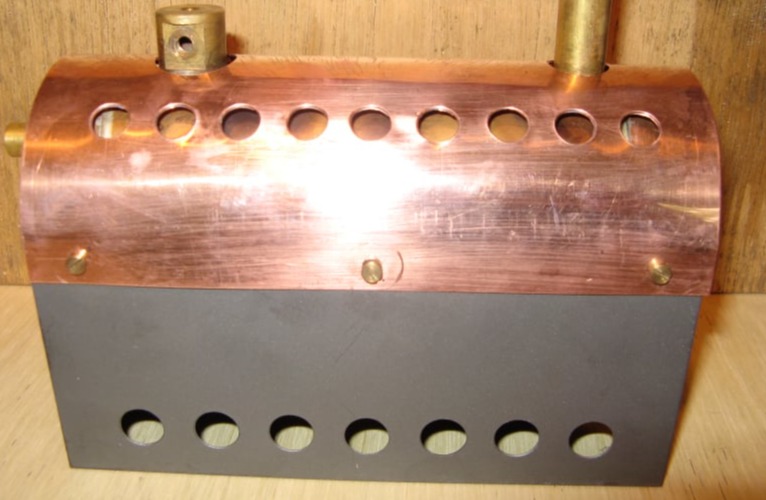
Ultimately the steam plant was to be used in a model boat and so the firebox housing was designed to have the lowest profile possible, whilst still providing enough space for solid fuel firing.