The MK1 Steam Engine
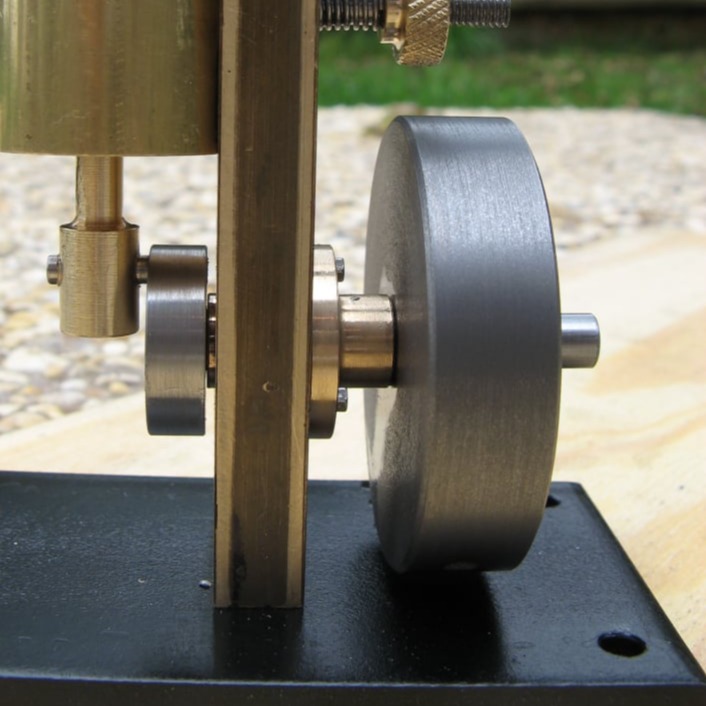
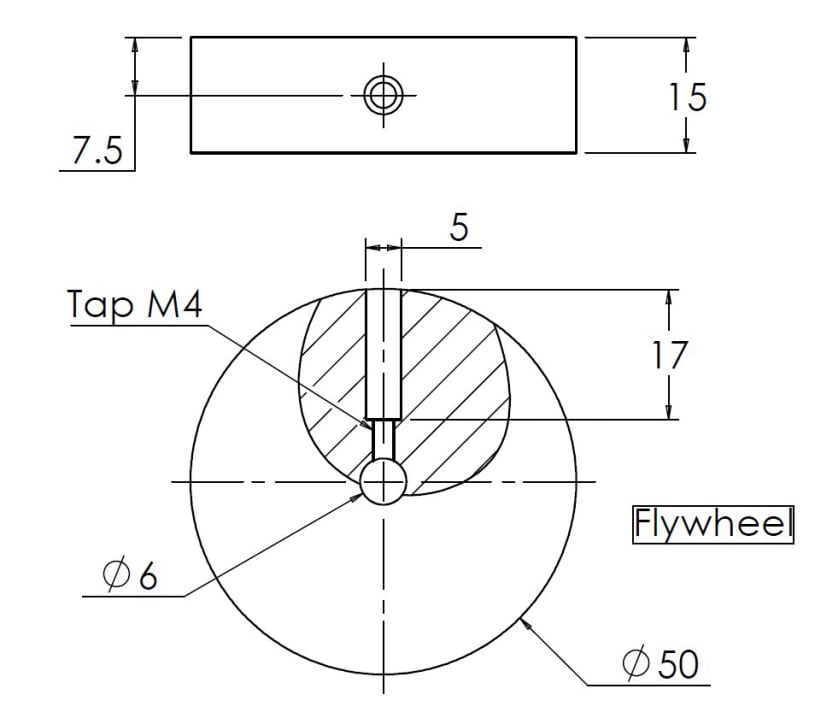
Flywheel
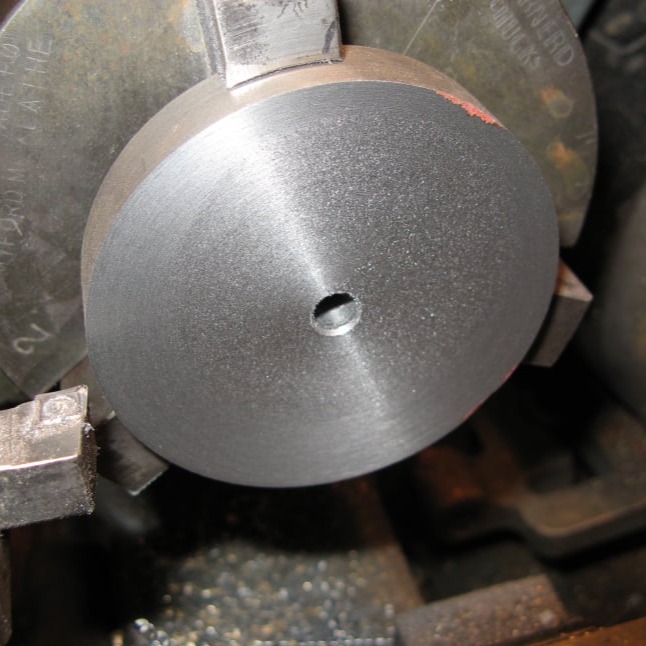
The flywheel shown here was made from an off-cut of cast iron bar, but actually any material will work, the heavier, the better.
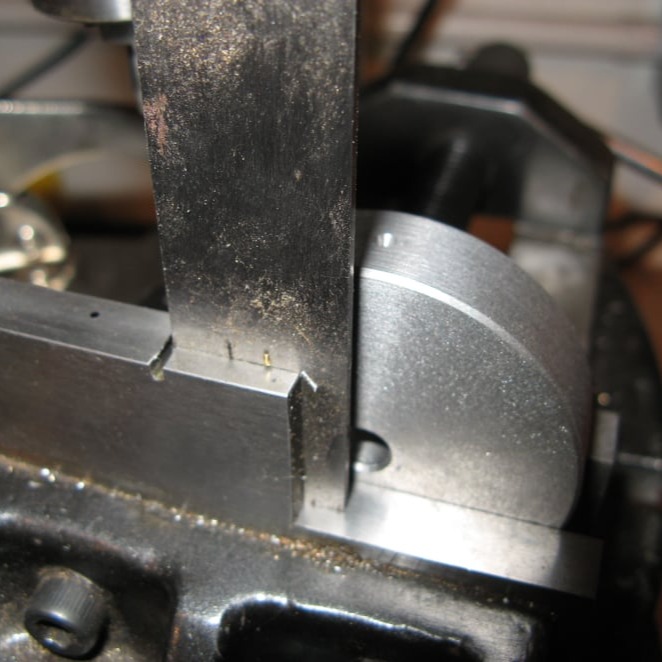
None of the dimensions are critical but the method described will ensure that the flywheel runs perfectly true when mounted on the axle.
The flywheel was secured to the main axle with a grub screw.