The MK1 Steam Engine
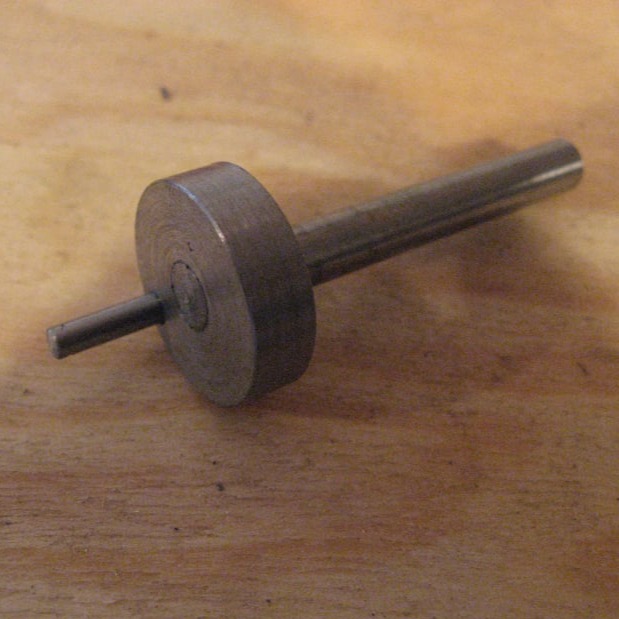
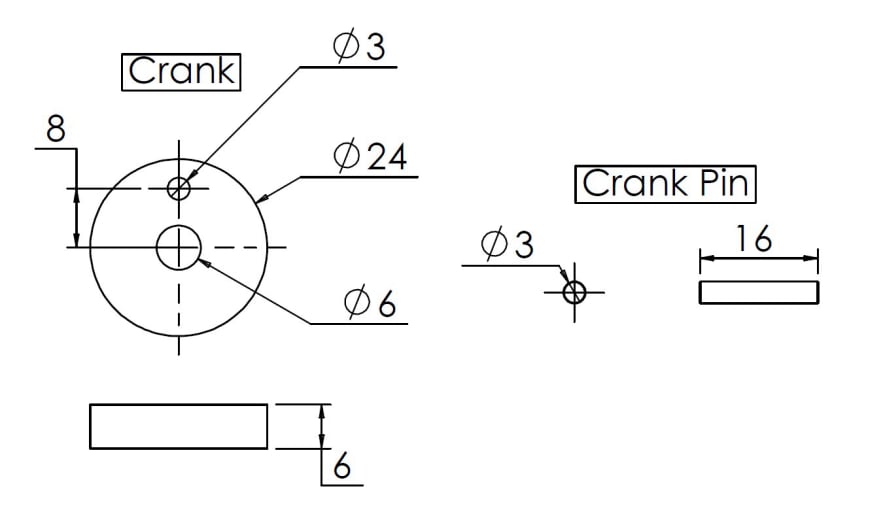
Crank and Crank Pin
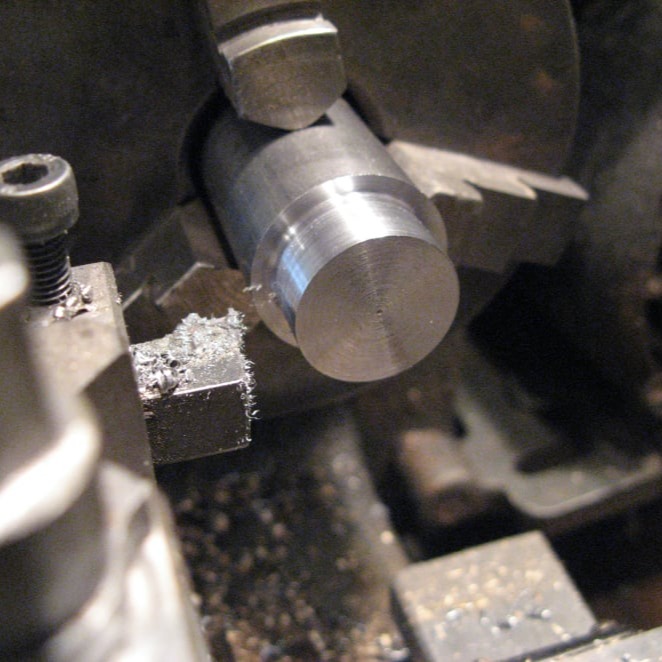
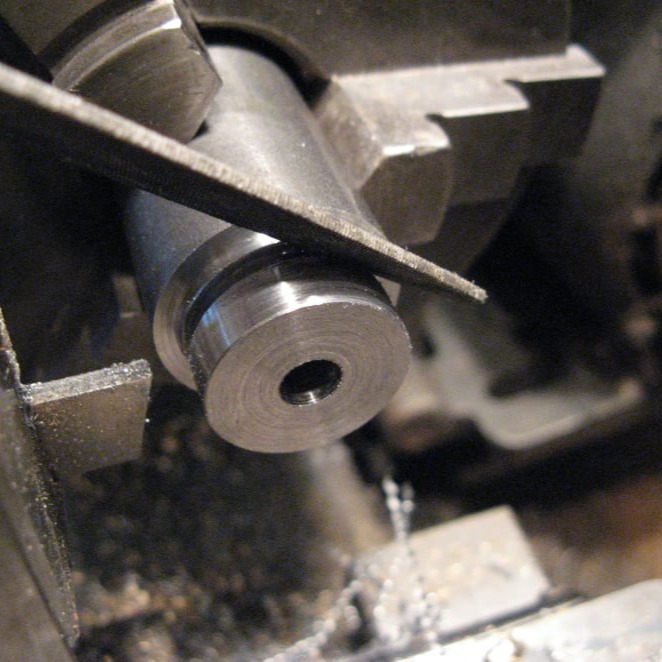
The crank is made from a piece of bright mild steel bar. For simplicity, a process to machine the off-set for the crank pin is described using some packing in the 3 jaw chuck of the lathe.
The crank pin is just a short length of silver steel rod.